低压铸造工艺规程
作者:天使彦 来源:www.sdbdccq.com 更新时间:2020-7-20 10:07:03 点击次数:
1、目的和范围
1.1规范锶变质汽车车轮低压铸造的操作工艺。
1.2本规程适用于铝合金轮毂低压铸造工序。
2、流程
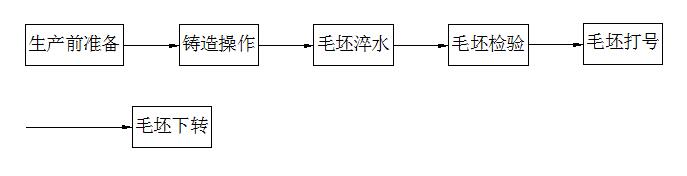
3、生产前准备
3.1设备准备
3.1.1保温炉在使用前,要逐步分阶段升温至700~720℃。
3.1.2将预热好的升液管小心装入保温炉,并密封紧固。
3.1.3检查铸造机油路、油缸及冷却有无漏油,温控、液压系统工作是否正常。
3.1.4低压机供气压力不低于0.4Mpa ,供水压力不低于0.35Mpa 。
3.1.5低压机供气的压缩空气的露点≤-45℃ 。
3.2工具量具准备
3.2.1涂料按比例配比好,使用前要充分搅拌,配比后超过八小时禁止使用。
3.2.2检查烤模器通风要均匀,否则应修理或更换。
3.2.3涂料喷枪须先检查有无泄漏,有泄漏的喷枪严禁使用。
3.2.4专用检验器具是否齐备,有无损坏
3.2.5扁铲、铁棒、铝锤、钢丝刷、烤枪、取件夹、过滤片、钢印等工具须准备齐全。
3.3文件准备
3.3.1工艺规程须准备好。
3.3.2低压模具使用跟踪卡,压铸监控记录表、低压铸造工艺卡片、作业准备验证表是否准备齐全。
3.4模具准备
3.4.1调整模具及限位,要求无错模,限位到位。
3.4.2开合模具检验运行是否自如,顶杆顶出.复位是否正常.
3.4.3试压过滤片合适:合模后与分流锥有1~2mm的间隙 3.4.4将模具烘烤至380~450℃。
3.5铝液准备
3.5.1铝液化学成分符合表一要求。
表一:保温炉内的化学成份
主 要 元 素 %杂 质 元 素 不 大 于%
SiMgTiSrAlFeCuZnMnNiSnPbCaP其余
每种总和
6.5~7.50.27~0.350.08~0.150.012~0.018余量0.150.010.050.050.020.010.010.010.0020.010.10
3.5.2测氢密度≥2.45g/CM3。
3.5.3铝液温度在685℃-710℃ 范围内。
3.5.4保温炉加铝水前、后必须扒渣,加完铝水前,清理保温炉内铝液的浮渣、炉壁挂渣、升液管和热电偶保护套侧面的渣要清干净;加铝后用漏铲将铝液表面的浮渣轻扒至炉门口,再将渣扒到铝渣槽内,严禁在炉内上下翻动铝液扒渣。
3.5.5合格铝液在保温炉内储存时间≤4小时,超过4小时要求重新检测保温炉内铝液化学成份和含氢量,达到要求,才可使用;否则禁止使用。
4、铸造操作
4.1根据工艺卡片要求调整参数
4.2调机合格正常生产时,每个铸件须放过滤片,过滤片须平放,不得放歪。
4.3铸造过程中随时检查模具涂料情况,涂料严重脱落或表面严重粗糙不平,应及时下机处理模具。
4.4模具连续生产不得超过9个班次,达到9个班次时,必须停机拆模,由模修班重新清理准备;
5、毛坯淬水
毛坯淬水时要平稳浸水。尽量B面向上防止磕碰伤。
6、毛坯检验
6.1所有生产出的毛坯要求进行100%自检,每铸出一个轮毂,都应检查铸件外观质量,并做好记录,如果铸件外观不合格,应采取改进措施。外观质量检验内容为:欠铸、夹渣、裂纹、冷隔、错模等缺陷。并将检验结果记录于《压铸监控记录表》中。 6.2 调机首件或接班首件根据图纸要求检测铸坯尺寸并记录,合格后继续生产;生产过程中每小时抽检一次
6.3首检外观合格须送X光检查内部质量,根据质量状况调整工艺,直到合格为止。正常铸造过程中,接班首件送检,正常生产中铸造工按每10-20件抽1件的频率将铸件送X光抽样检查。(注:生产中操作手可视生产情况来决定是否加大X光检验频率。)
6.4调机生产合格后或接班后前五件抽一件送抛光小组进行试抛,根据质量状况调整工艺,直到合格为止;正常生产过程中,按每20件抽1件的频次送试抛小组抽样试抛。(涂装产品不抛光)
7、毛坯打号
毛坯打号要整齐、清晰,不允许漏打错打;标识刻字需去除时要去除平整。铸造号如 061010A50 表示06年10月10日操作手A50生产,对于模具上有铸造年月号的毛坯,可以不打年月号。
8、毛坯下转
8.1毛坯下转时合格品和废品要单独摆放。注:具体摆放标准见<产品摆放管理规定>
8.2合格毛坯在轮辋表面用记号笔标明生产编号及生产序号。
8.3合格毛坯在下转时要注意防护,不允许出现磕碰伤。
9、安全及文明生产
9.1工人上岗操作必须穿好工作服、工作鞋、戴好防护眼镜等防护用品。
9.2使用煤气及天然气时,管接头或管道老化漏气,应停止使用并重新更换。
9.3时刻注意低压铸造机的运行情况,有问题及时上报或采取措施解决。
9.4每次充型时,都要注意是否有铝液飞溅,以防伤人。
9.5开合模过程中,头、手等身体各部位严禁伸入铸机内。
9.6铝液、铸机、模具均处于高温状态,小心烫伤。
9.7清渣所用的扒渣工具必须是干燥的,以防止扒渣时发生爆炸伤人事故。
9.8装拆模具时,应小心配合,以防坠落伤人。
上一篇:压铸模具的行位结构的制作方法
下一篇:2020年低压压铸行业前景预测分析
相关文章
压铸模具的基本结构-2020-05-18压铸模具用什么材料最好-2020-05-11
压铸模具报价明细-2020-05-04
压铸模具如何进行日常清理-2024-06-25
铝合金压铸工艺及模具技术发展现状分析-2024-06-18
压力铸造中熔损效应知识分享-2024-06-11
低压铸造的消失铸造技术-2024-06-03
低压铸造性能特点-2024-05-27
压铸模具出现质量不好的原因分析-2024-05-21
低压铸造设备的附属装置与供气系统-2024-05-14
压铸模设计总结-2024-05-07
低压铸造浇铸的优点有哪些?-2024-04-29
压铸模具的设计趋势-2024-04-22
国内塑料模具行业迅猛发展 提前开发将成发展新趋势-2024-04-16
压铸模具加工之改进热处理工艺-2024-02-29
 联系人:周银三(经理)
联系人:周银三(经理) 手机:13758721085
手机:13758721085  电话:0577-86890469
电话:0577-86890469 传真:0577-86899653
传真:0577-86899653  扫一扫
扫一扫
 浙公网安备33030302231212号
浙公网安备33030302231212号