低压压铸的原理
作者:小呀呀 来源:www.sdbdccq.com 更新时间:2020-5-25 11:39:01 点击次数:
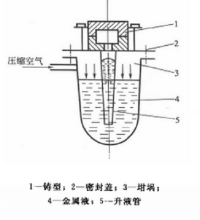
低压压铸的原理是将液态合金在压力作用下由下而上压入铸型型腔,并在压力作用下凝固获得铸件的铸造方法。低压压铸的原理如图1所示,密封的坩埚内通入干燥的压缩空气或惰性气体,借助于作用于金属液面上的压力,使金属液沿升液管自下而上通过浇道平稳地充满铸型,充型压力一般为20~60kPa。当铸件完全凝固后,解除液面上的气体压力,使升液管和浇道中没有凝固的金属液靠自重流同坩埚中,然后打开铸型,取出铸件。
低压压铸生产工艺过程包括以下四道基本工序:
1、金属熔炼及模具或铸型的准备。
2、浇注前的准备:包括坩埚密封(装配密封盖),升液管中的扒渣,测量液面高度,密封性试验,配模,紧固模具或铸型等。
3、浇注:包括升液、充型、增压、凝固、卸压和冷却等。
4、脱模:包括松型脱模和取出铸件。
上一篇:压铸模具的基本结构
下一篇:低压压铸工艺
相关文章
压铸模具的基本结构-2020-05-18压铸模具用什么材料最好-2020-05-11
压铸模具报价明细-2020-05-04
压铸模具如何进行日常清理-2024-06-25
铝合金压铸工艺及模具技术发展现状分析-2024-06-18
压力铸造中熔损效应知识分享-2024-06-11
低压铸造的消失铸造技术-2024-06-03
低压铸造性能特点-2024-05-27
压铸模具出现质量不好的原因分析-2024-05-21
低压铸造设备的附属装置与供气系统-2024-05-14
压铸模设计总结-2024-05-07
低压铸造浇铸的优点有哪些?-2024-04-29
压铸模具的设计趋势-2024-04-22
国内塑料模具行业迅猛发展 提前开发将成发展新趋势-2024-04-16
压铸模具加工之改进热处理工艺-2024-02-29
 联系人:周银三(经理)
联系人:周银三(经理) 手机:13758721085
手机:13758721085  电话:0577-86890469
电话:0577-86890469 传真:0577-86899653
传真:0577-86899653  扫一扫
扫一扫
 浙公网安备33030302231212号
浙公网安备33030302231212号